Camfil GT filters beat the competition in Dalkia's tests
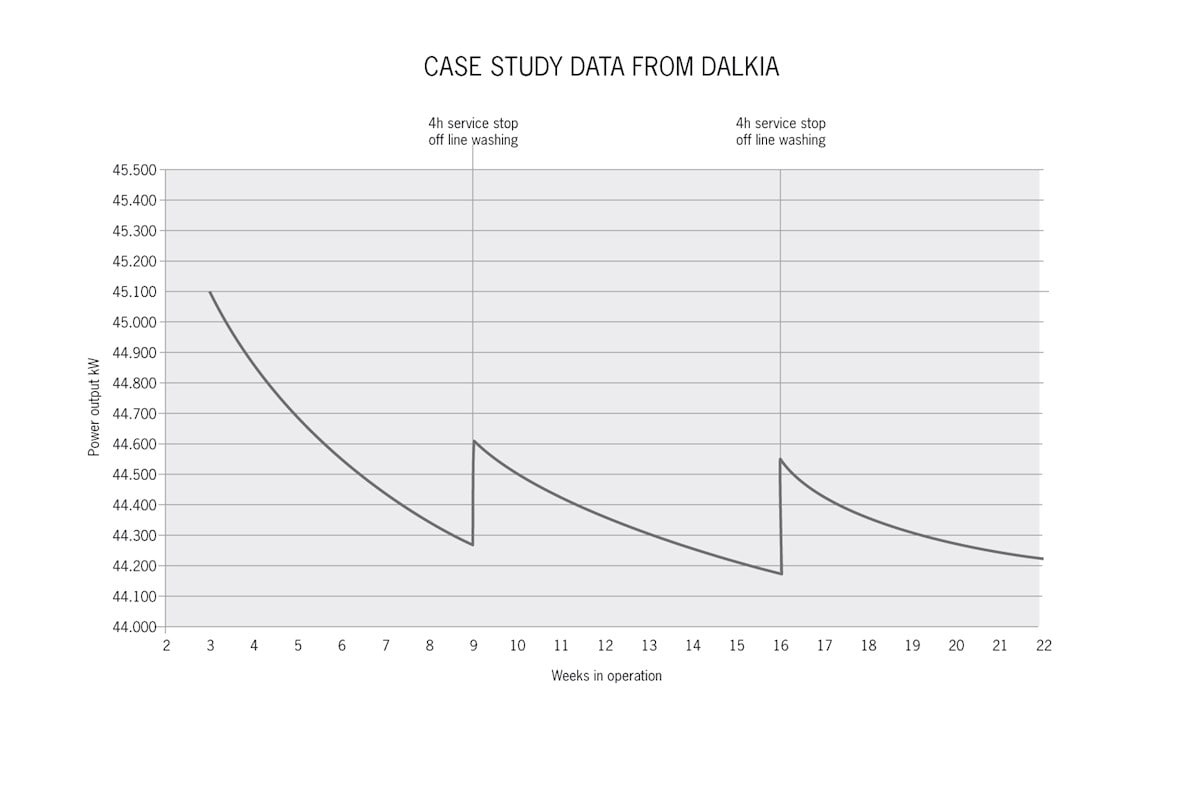
The primary objective of Dalkia’s tests was to keep the compressor as clean as possible during the entire operating season, without the need for shutdowns for washing. An off-line wash represents about 6-7 hours of production losses. Each hour means a loss of 45 MW from the time the engine’s running speed is reduced to the cleaning of the compressor and until the engine is started again.
Another objective was a longer lifetime by keeping the pressure drop less than 700 Pa on the two stages during 4,500 hours of operation. A third goal was to keep the filter’s mechanical resistance as perfect as possible.
Dalkia designed 12 testing benches to compare four air filtration combinations at three sites in France with different operating environments: TAVAUX (chemical industry), SOCOMA (industrial and fog conditions) and RESONOR (urban and motorway conditions). Four competitors were free to select their best air filter combinations with the highest efficiency.

Camfil was the only manufacturer to keep the initial efficiency during 4,500 hours at more than 99% on 0.4 μm particles. At the start, two competitors were close to matching Camfil, but the efficiency of their filters gradually decreased over the testing period. The test was extended from 4,500 hours to 7,000 hours in order to understand the final limit of the products. The filters from two of Camfil’s competitors actually failed.
After the test, Dalkia required Camfil air filters on every new turbine project since the filter upgrade led to substantial cost savings.
The original setup was a two-stage filter system with a pleated glass fibre G4 panel filter followed by a compact filter rated F9. The operators had to perform “online” compressor washing and “offline” washing every 6-7 weeks.
Camfil proposed a filter upgrade from the original panel filter to an F8 Hi-Flo bag filter in the first stage. For the second stage a CamGT E10 filter was installed.
Since upgrading to Camfi's EPA filters, Dalkia has not been forced to stop production for a wash due to compressor fouling during the entire operating season.
10 GE LM6000 turbines were equipped with Camfil filters. The estimated savings per engine is 170,000 euros per season.

 Slovensko
Slovensko