This checklist is based on the following assumptions:
AS1668.2-2012 Amendment 2 identifies kitchen exhaust hoods as a form of “local exhaust”. The Standard provides designers with a choice of two methods for determining kitchen exhaust hood airflows.
The simplified prescriptive procedure prescribes a minimum exhaust airflow rate through kitchen hoods depending on the size of the hood, the type of hood and the process cooking type. (Refer to AS1668.2: 3.5 for details).
Alternatively, a more involved procedure requiring comprehensive testing by a proprietary hood manufacturer is possible. Once the performance of these engineered hoods is proven, the designer may adopt the manufacturer’s required airflows. For this process, the hood designers often refer to the ASHRAE handbook HVAC Applications, the German guideline VDI 2052 or the German standard DIN 18869. (Refer to AS1668.2: 3.6 for details).
It is important to provide an adequate kitchen exhaust hood airflow rate calculated from either AS1668.2 or one of the recommended alternative guidelines for adequate removal of contaminants from the kitchen.
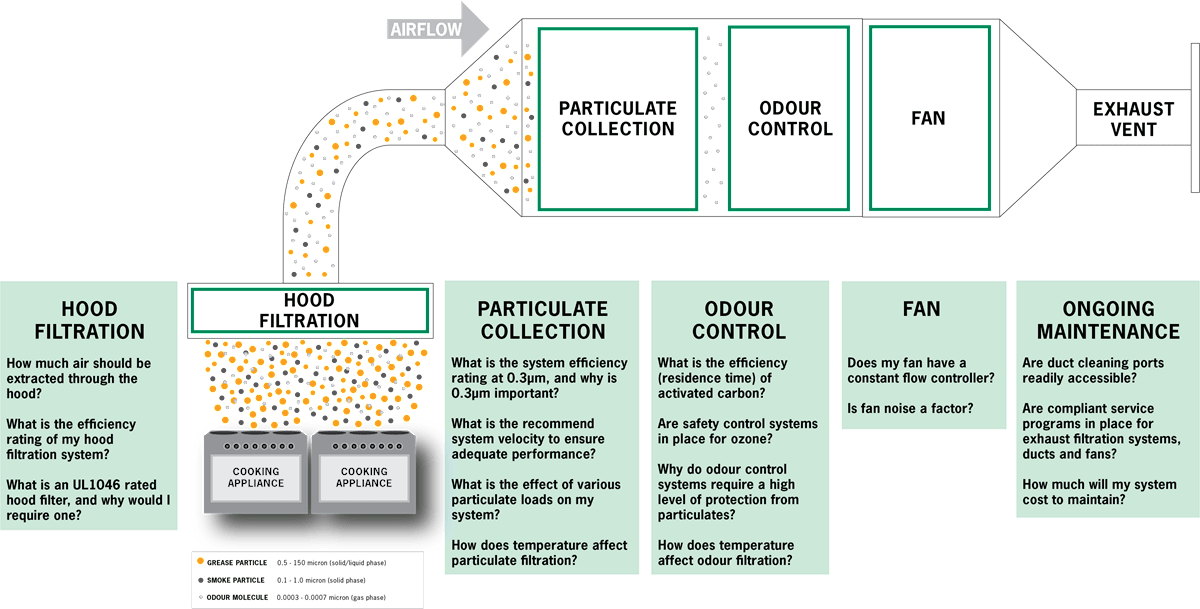
The first and often the most under-rated stage of a successful kitchen exhaust filtration system is effective particle load reduction at the hood itself. Removing a significant load of particles at the hood, particularly the larger ones, can significantly reduce the maintenance costs on equipment downstream.
UV-C lamps
UV-C lamps are provided in the hood plenum to reduce grease and odour through a mechanism known as photolysis. They also generate ozone which will oxidise some of the contaminants. UV-C lamps are a load reduction mechanism only, as the power of the photolysis and oxidation alone may not be enough to reduce the exhaust to a compliant level.
Ensure that you ask the manufacturer for the efficiency as a function of particle size to enable simple comparisons with other technologies. Also note that the lamps must be cleaned regularly to maintain the effectiveness of this technology.
Hood Filters
A high-efficiency hood filter can assist with significantly reducing particle load. Ensure that you ask the manufacturer for the efficiency as a function of particle size for the grease filter cassettes to enable simple comparisons between products.
A higher pressure drop normally correlates to a higher efficiency, because the air is more obstructed. A trade-off may have to be made between capture efficiency and energy efficiency.
Unlike AS1530.1, which simply tests the material of the filter for combustibility, the UL1046 test determines the abilities of hood filters to “Limit the projection of flames downstream when subjected to flames on the upstream face, after having been loaded with grease in a manner representative of cooking that produces a grease-rich exhaust” [1]. This is a critical component of a fire-safe kitchen when flames – gas or solid fuel – are present in the cooking process.
According to AS/NZS1668.1:2015 clause 6.2.9, if you have kitchen exhaust ductwork that is longer than 10m and you have a flame under the hood, either from solid fuel or gas, you must have a UL1046-rated device in your system. As none of the particulate filters downstream are likely to be UL-rated, this clause is most commonly achieved with an UL1046-rated hood filter cartridge.
It is important to consider both AS/ NZS1668.1 and AS1668.2 in kitchen exhaust design. AS1668.1 is part of the NCC (2016), and fire-related insurance claims may become void if this clause is not complied with. The typical honeycomb-style filter may not comply with UL1046. Please check with your filter manufacturer.
Typically to achieve a sufficient amount of particulate removal, a minimum efficiency of 95% at 0.3μm is desired. The reason 0.3μm is chosen as a measurement point is the fact that it is typically the hardest particle size to catch, and every other particle size will have a greater efficiency for the same system.
The wise buyer and specifier will always judge system performance with ratings at 0.3μm – not ratings at 0.01μm. In addition to this, smoke is of particle size 0.3μm-1μm so it is important to have a high efficiency at this particle size.
Single-pass kitchen exhaust air filtration systems are typically designed to operate at <1.85m/s (650L/s per 600 x 600mm area) to allow enough residence time for the technologies to effectively remove the smoke, grease, particulates and odours. When increasing the velocity through a system to reduce its size, the efficiency and performance of the system will be directly affected – and this may result in a non-compliant system. It will also increase the energy required for the fan.
For electrostatic precipitation filtration (ESP) the recommendations are:
Multi-stage particulate filter media systems should be selected with a maximum velocity of 1.85m/s for optimal balance of performance and pressure loss (higher velocity results in excessive pressure drop and associated fan energy use).
Particulate load generally does not negatively affect the filtration performance of the particle filtration systems (except hood-mounted UV). However, system maintenance frequency will be affected. Generally, higher particulate (contaminant) loads will require more frequent system maintenance than lighter loads.
Different particulate filtration technologies also have varied maintenance requirements, resulting from the loading capacity of the filter module selected. It can be worthwhile to compare the replacement, energy and module cost to arrive at the optimal product and lifecycle.
It is important to consider using technologies with a lower maintenance cost when the particulate load is expected to be high to reduce overall ongoing costs. This includes the use of an ESP with a PLC automatic wash in place system.
If the air temperature is too hot, what would be a particulate at ambient temperatures may pass through the filtration system as a vapour, before condensing back to a particulate when exhausted to the ambient air outside.
For filtration by an electrostatic precipitator, the temperature of the air has a large impact on the resistivity of the air. In this case a higher temperature means a higher resistance. If the air/particle has more resistance, the charge efficiency decreases, and therefore particle migration velocity and collection efficiency decreases [2].
For media-type filters, higher temperatures can lead to deforming of the filter and therefore bypass of particulates.
As a general rule, when exhaust air temperatures are over 55°C, the performance of particulate filtration systems may drop below levels required.
If temperature is expected to be over 55°C, consider including a wet scrubber in the hood or duct prior to the filtration system to evaporatively cool the air.
The efficiency of activated carbon is highly dependent on residence time. The higher the mass of carbon in the filter and/or the slower the air passes through the filter, the greater the residence time. Assuming there is no bypass, a residence time of 0.08 seconds results in an initial contact efficiency on odours of 99%+.
This is normally achieved with 450mm deep modules with four 25mm thick V-banks per 610x610mm filter filled with 35kg of granulated media and a duct velocity of 1.8m/s.
If being used to control odours, ozone should be used with care because it is harmful to human health at levels consistently above 50ppb [3] [4]. Safe Work Australia enforces a 100ppb peak limit for human exposure [5] and AS1668.2 re-enforces this.
To ensure that no residual ozone remains in the final exhaust air discharge to atmosphere, either control systems that detect and alter ozone generation with cooking load or activated carbon placed downstream to adsorb residual ozone are required. Provision of activated carbon would generally be required to ensure ozone removal from the discharge airflow and in the event of failure of the sensor or control technology.
Ozone is a viable solution for odour control if these control mechanisms are in place and there is at least 2–5 seconds of residence time in the ductwork before exhaust and the fail-safe activated carbon bed.
Ideally, a kitchen exhaust treatment system should be designed to remove particulates (such as grease, oil and smoke) to a high level before removing the odour. Effective odour-removal technologies will provide greater performance and endurance when protected from grease, oil and smoke particulates. These contaminations will overload, impede and reduce the efficiency of odour-control systems, rendering their odour removal properties as ineffective.
A minimum particulate removal efficiency of 95% at 0.3μm is desired to ensure adequate protection.
Activated carbon
Activated carbon works by adsorbing odour molecules onto active sites throughout the porous carbon. When the outside of the granular activated carbon becomes coated in particulates (grease and smoke), the active sites inside the porous carbon are blocked and no longer accessible by the odours. This severely reduces the effective life of the carbon and the efficiency, resulting in the requirement for frequent replacement of the carbon.
Carbon can preferentially absorb water over certain odours, and so with humid kitchen exhaust airflows the odour removal performance may be reduced. The use of catalytic-type medias such as potassium permanganate impregnated alumina that react with and convert contaminants may be required.
Ozone/UV
Ozone works by oxidising odour molecules. Grease and smoke particles are considerably larger than odour molecules and require more “oxidising power” to break down. If grease or smoke is still present in the exhaust air, the ozone may be trying to break down these larger particles rather than the small odour molecules.
How does temperature affect odour filtration?
If the exhaust air is above 55°C, the particulate filtration system is more likely to fail. This leads to particulate bypass that will affect the performance of the odour-control system.
Adsorption of odours onto activated carbon is also reduced at higher temperatures. When the temperature is high enough it will even cause desorption. To ensure adsorption occurs, the temperature of the exhaust air must generally be below 55°C.
A constant-flow controller on the fan will allow the ventilation system to maintain the commissioned airflow rate as the static pressure losses in the filtration system increase. Static pressure losses increase when filtration systems in both the hood and the duct become dirty.
A constant-flow controller works by measuring the airflow rate of a fan and adjusting the fan speed up or down using the variable speed drive to maintain a pre-determined airflow rate.
Alternatively, if specialised demand control ventilation kitchen hoods are being used, the fan control can be integrated directly with these products.
Treatment of kitchen exhaust with an effective system and a UL1046-rated hood filter will lead to a system with a relatively high pressure drop. This can often result in excess fan noise if the exhaust is being ventilated horizontally; this likely could be in a noise-sensitive area.
Therefore, the amount of noise generated by the fan at the exhaust louvre needs to be managed by either using a silencer, or other noise attenuation treatment technology.
Various regulations require kitchen exhaust ducts to be cleaned, so in the building phase it is essential that duct-cleaning ports are inserted in compliance with AS1668.1. It is also important that they be practically accessible.
Every effort to design a successful commercial kitchen exhaust can be defeated by an inadequate service program. The various filter sections, ducts and fans will become coated by contamination over time. If these are not serviced, the chance of fire and other issues is amplified considerably.
Ducts must be cleaned as per various regulations across Australia. Commentary in AS1668.2 reinforces this and the continued performance of kitchen exhaust treatment systems through maintenance for a performance solution.
In reality there is significant cost involved in the maintenance of any kitchen exhaust system, and the users, facility managers and owners must be made aware of these costs and resist the tendency to “short-change” budgets in this area – as responsibilities to fire safety, public health and council compliance are important. Similarly, regular maintenance of fans, electrical systems and the hood filters is essential to have the system operational at the intended flow rates over time.
This is a difficult question to answer because it is dependent on cuisine, cooking frequency, quality of hood filters and even the temperature that food is cooked at. The below frequencies are rough values from industry experience. Due to the high level of variable factors, they cannot be relied on with certainty.
For medium to high particulate loads, the maintenance requirements for particulate filtration technologies may be:
Multi-stage filter pack system (low capital/medium maintenance cost)
Manual-clean ESP (medium capital/high maintenance cost)
Automatic-wash ESP (high capital/low maintenance cost)
For medium to high-particulate loads, the maintenance requirements for odour-control technologies may be:
Carbon (low/medium capital cost)
Ozone (medium/high capital cost – ozone-control system required)
Note that for light cooking loads the maintenance can roughly be halved, and for very high cooking loads the maintenance is at least doubled.
[1] UL 1046: Standard for Grease Filters for Exhaust Ducts, Edition 4 2010
[2] Neundorfer. ESP Design Parameters and Their Effects on Collection Efficiency 1998.
[3] Lippmann M. Health effects of ozone a critical review. Japca. 1989;39(5):672-95.
[4] Stedman, J. et al, Emergency hospital admissions for respiratory disorders attributable to summer time ozone episodes in Great Britain., Thorax, vol. 11, no. 52, pp. 958-63, 1997.
[5] Safe Work Australia, Workplace Exposure Standards for Airborne Contaminants, Safe Work Australia, 2013.
Written by Jonathan Bunge (M.Eng Chemical) and Shannon Roger (B.Ed) and published in Ecolibrium Volume 17.10, November 2018, p30-34. Technical review by Peter Mathieson, F.AIRAH and Brett Fairweather, M.AIRAH.
 Australia
Australia