作为全球最大的石油与天然气公司之一,其燃气轮机的运行存在严重问题。进气压力峰值频繁且过滤器更换间隔短致使运营成本偏高。由于过滤不良,许多燃气轮机也遭受了热腐蚀。康斐尔提出了一种解决方案,该解决方案不仅实现了其8000小时运行时间的积极目标,还提供了更高的效率并降低了50%的阻力。
燃气轮机的所有者在泰国湾经营着多个平台,邀请过滤行业的主要参与者提出解决方案,以升级其高速过滤系统。
用于机械驱动的燃气轮机机组均配备高速进气系统,且存在过滤器寿命短、停机频繁和腐蚀问题。经过现场检查后,康斐尔提议对过滤器安装框架进行全面改造,同时对两台相邻的16 MW燃气轮机之一的过滤系统进行改造。
高速进气系统通常采用静态过滤系统,在过滤器前后均配有液滴分离器。高速系统具有尺寸小、重量轻、成本低的优点。缺点是由于通过入口系统的压力损失较高而导致性能损失。同样,针对细颗粒物的过滤效率明显低于低速系统的过滤器效率。
泰国湾的环境充满挑战,空气中的含盐量很高且潮湿闷热。在这种情况下,经营者每六个月需进行一次过滤器更换,而且0.4μm颗粒的过滤效率低于70%(依据EN779:2012 M6)
| 气候 | 三个季节:凉爽,炎热,多雨 |
| 现场条件 | 空气中盐分含量高以及湿热风 |
| 平均相对湿度 | >80% |
| 最低温和最高温 | 18 - 40 °C/ 68 - 90 °F |
康斐尔拥有丰富的海上多级过滤系统应用经验,但在此应用中,平台上的机械驱动发动机由于重量和空间的限制,只能选择两级系统。该解决方案是否可以在更换滤芯之前达到8000小时的运行目标?恶劣的环境要求过滤器具有较高的耐湿性和耐盐性。如果盐分侵入涡轮机,运营商将面临涡轮机不可逆损坏的风险以及发动机大修造成的代价高昂的停机。
因此,末级过滤器的过滤效率等级设置为E12(EN1822:2009)或针对最大穿透粒径(MPPS)效率99.5%,以去除盐分避免腐蚀。通常,此过滤级别会产生高压损失。发动机内部保持清洁,但由于气流限制较高,因此必须提高运行效率方可产生相同的输出。要达到理想阻力,预过滤级别应设置为F7,每个过滤器的最大损耗为110 Pa。为了确保使用寿命长并减少盐分夹带的风险,终过滤器必须具有出色的容尘能力,并且同样要提供低阻力。有效介质面积超过50平方米的CamGT 3V-600终过滤器是此配置的理想选择。
通过现场调查,康斐尔收集了现场条件、空间限制和当前空气流量等必要数据。设计过程以现有信息和康斐尔的生命周期成本(LCC)分析结果为基础。康斐尔独特的软件可以模拟不同的参数,如:污垢、阻力、发动机灵敏度等,以选择最佳的过滤器组合。
| 原装产品 | CAMFIL升级 | |
| 进气系统类型 | 高速系统 | 中速系统 |
| 气流 | 7200 m3/h, 过滤器 | 5300 m3/h, 过滤器 |
| 预过滤器级 | 袋式过滤器 G4 | Cam-Flo XMGT |
| 终过滤器级 | 袋式过滤器 M6 | CamGT 3V-600, E12 |
| 初始阻力 | 996Pa | 478 Pa |
| 亚微米效率 (at 0.2um - 0.9um) | 15% - 43% | 99.75% - 99.92% |
| 风阻降低 | 52% |
此项改造工作的目标是获得最大的机组使用率,即8000小时/年的运行时间,每12个月仅有一次停机维护。最终用户还要求提高可靠性,因为这些透平机为出口气体压缩机提供动力。
新过滤系统的初始阻力降低了50%以上,从996帕(4“w.g.)降至478帕(1.92”w.g.)。在安装第一天和点火后,升级的发动机比高速系统增加了约1000马力,6%左右。
运行六个月后,新系统的阻力未增加,燃气轮机性能也未出现下降迹象。与改进后性能较好的装置相比,保留高速系统的汽轮机在同一时间内出现了约25%的性能下降,从而进一步增加了输出差距。

CamFlo XMGT F7袋式过滤器具有无释气的合成介质,具备高容尘能力。
CamGT 3V-600 3V-600 E12紧凑式过滤器具有极高的过滤效率和低阻力。
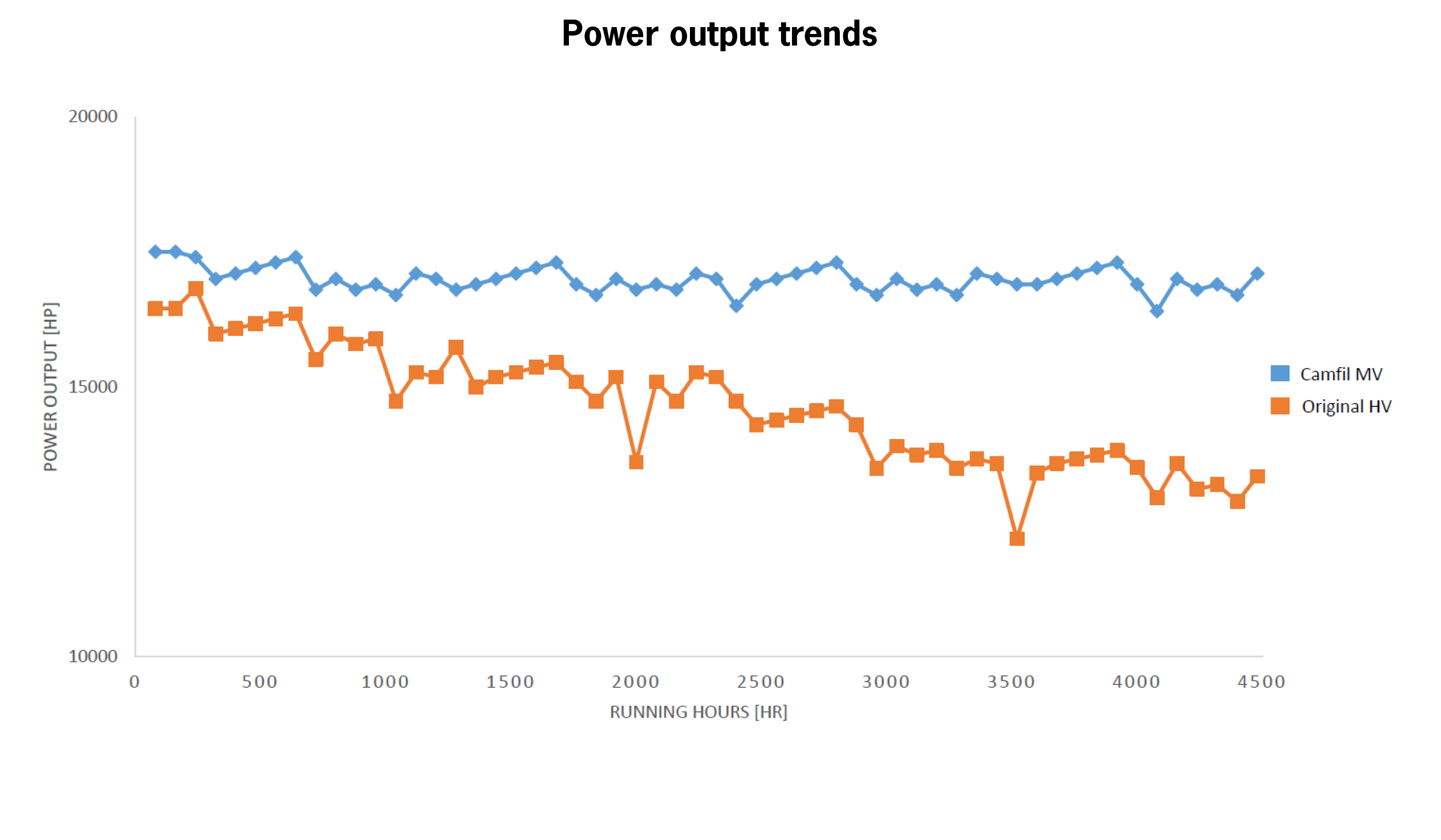 |
与第2列高速系统相比,第1列配有中速系统和高效深层过滤器,显示出更高且更稳定的功率输出。 |

 中国大陆
中国大陆