2024.09.02
Monitoring dust collector performance data supports operational efficiency
Learn more on how Camfil´s GoldLink Connect remote monitoring system helped a metalworking company to significantly reduce power consumption and compressed air consumption on their dust collectors.
Applications
Customer(s)
- Global wire processing company
Products
Country
- Netherlands (the)
Key achievements
Predictive maintenance instead of reactive maintenance
Reduction of operational cost
Less physical routine checks
Solution
The customer is operating 8 of Camfil´s MF-U dust extraction systems with an air volume of 24,000 m/³ each.
The customer is pleased with the performance of the installation, however they also requested a monitoring system which could dynamically support reducing running costs, preventing unplanned downtime to ensure and support having a predictive maintenance system in place on the equipment which would improve the sites operational efficiency.Camfil offered GoldLink Connect, a revolutionary remote monitoring system for dust collectors, which displays all relevant performance data in a user friendly dashboard. This enables the customer to analyse live data and allows adjustments where and when required.
What GoldLink Connect is monitoring:
- Filters: pressure drop across the filters indicates the condition and allows to plan and predict when they need to be replaced.
- System airflow
- Particle emissions: early detection of decreasing filtration efficiency
- Waste dust level: indicates when to change waste dust bag
- Hopper dust level: detects dust built up in the hopper
- Compressed air consumption and pulse detection
- Fan speed and fan energy consumption
Process overview
Our customer is a global metal work manufacturer of reinforcement products and fencing panels. Their Dutch facility operate 8 Camfil MF-U dust extraction units with a total air volume of 192,000 m³/h.
The facility is operational 24/7 which means operational efficiency and reduction of running costs are always being monitored. The highest running costs for dust collection systems are electricity and compressed air. Camfil worked with the customer to provide a bespoke monitoring solution to measure the relevant KPI’s so the dust collection systems could be optimised to ensure optimum Total Cost of Ownership. Camfil offered the GoldLink Connect monitoring solution , providing real time data at the customers fingertips.
Challenges
The top priority for the customer was to reduce the dust collectors TCO. To do so, a solution was required which allows monitoring and analysing performance data, to make system adjustments if needed and finally to quantify the savings as the result of the adjustments.
The 8 dust collectors are operating under different working conditions, so each unit requires a unique maintenance plan.
With these requirements, carrying out manual inspections for each individual system would be extremely laborious and time consuming.
Product
- Product:GoldLink Connect
- Scope:Access to the AirCair Connect IoT portal with customised dashboards
- Measuring points:System run time, filter condition monitoring, fan speed, fan electricity & compressed air consumption, hopper & waste dust level indication, dust emissions, hopper & waste dust level indication.
- Application:Decoiling and forming of wire for construction steel nets
- Installation date:2023

Results
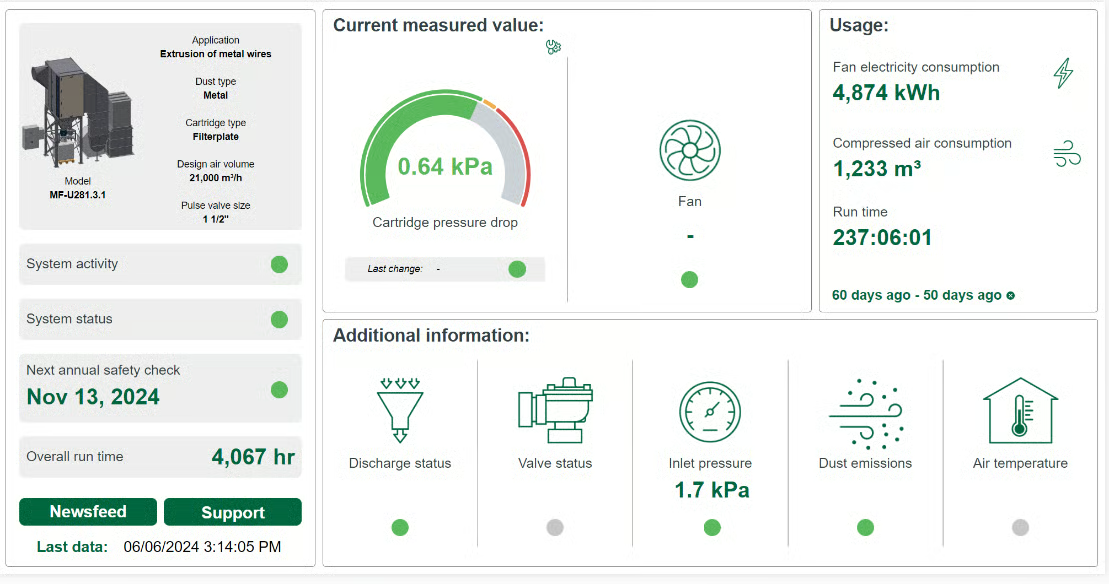
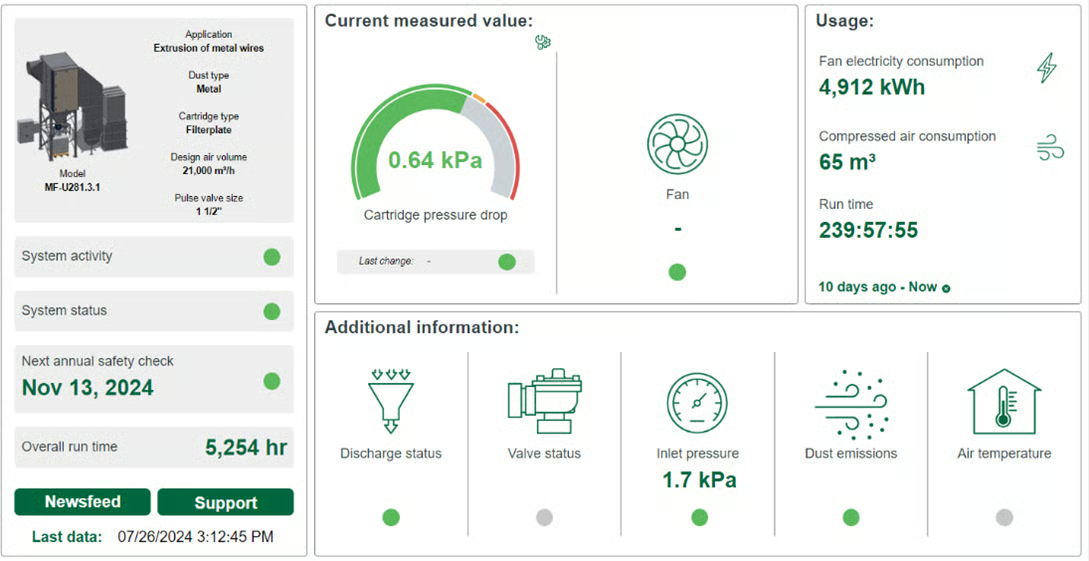
Power consumption: Through Camfil’s exclusive AirCair™ Service Packages, our experts monitor the extraction system data that are equipped with GoldLink Connect in the customer dashboard. After one week of operation the results revealed the extraction air volume on some of the units were well in excess of what was required. Based on these results the system was adjusted to maintain the required extraction volumes. This means from now anytime there is a change in the extraction air volume a smart notification will be sent. This optimisation for the 8 units has resulted in a 30% reduction in energy consumption.Compressed air consumption: Compressed air is a huge cost driver. Prior to the installation of GoldLink Connect the customer operated a static pulsing system based on a predetermined cleaning interval. Now with GoldLink Connect the pulsing intervals have been optimised so they are dynamic and based on filter pressure differential and not time based as before. This approach ensures extending the filter life. The net result from this approach has seen a 80% reduction in compressed air consumption.